The Features And Heat Treatment Technology Of Seamless Precision Steel Tube
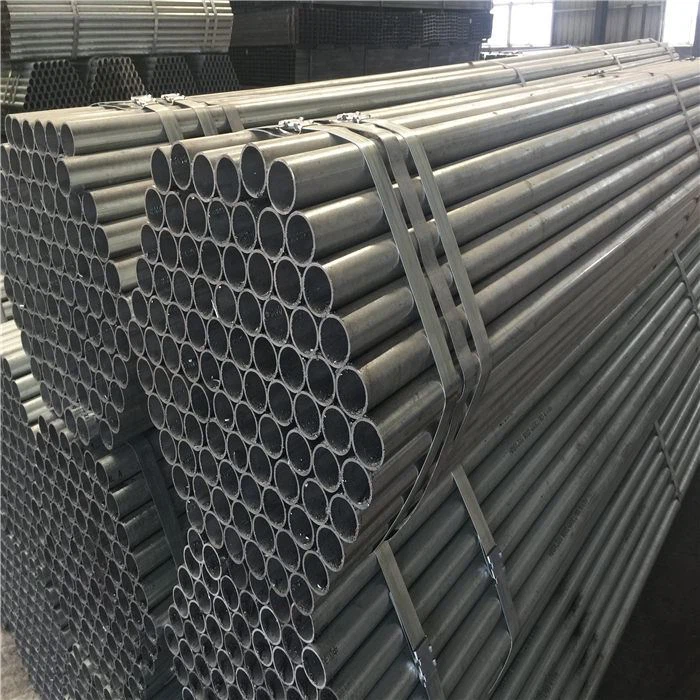
1. Smaller outside diameter.
2. High precision can be done in small batches.
3. High precision and good surface quality of cold-drawn products.
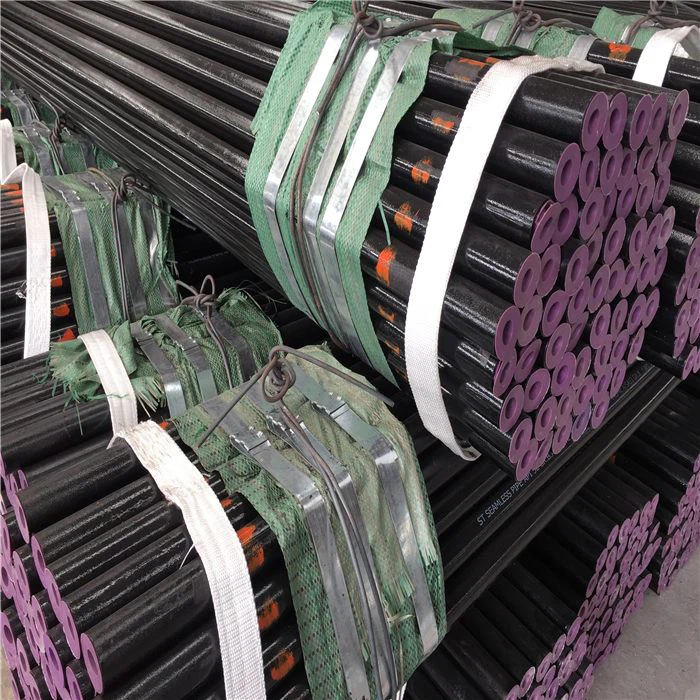
4. The cross area of steel pipe is more complicated.
5. Steel tubes have superior performance and dense metal.
3. High precision and good surface quality of cold-drawn products.
4. The cross area of steel pipe is more complicated.
5. Steel tubes have superior performance and dense metal
Heat treatment process
Vacuum quenching furnace can be divided into oil quenching and gas quenching according to the cooling method, which can be divided into single chamber type and double chamber type according to the number of working positions. Vacuum oil quenching furnace is double chamber, electric heating element is installed in the back chamber, and oil groove is installed at the bottom of the front chamber.
After the workpiece is heated and insulated, it is moved to the front chamber. After the middle door is closed, inert gas is filled into the front chamber to about 2.66% 26TIMES. LO ~ 1.01% 26TIMES; 10 Pa(200 ~ 760mm hg), into oil. The surface deterioration of workpiece is easily caused by oil quenching. Because of the high surface activity, significant thin layer carburizing can occur under the action of short high temperature oil film. In addition, the adhesion of carbon black and oil on the surface is unfavorable to simplify the heat treatment process. The development of vacuum quenching technology mainly lies in the development of gas cooling quenching furnace with excellent performance and single working position.
The aforementioned double-chamber furnace can also be used for gas quenching (air-jet cooling in the front chamber), but the operation of double-station furnace makes it difficult to assemble the furnace in large quantities, and it is also easy to cause workpiece deformation or change workpiece orientation to increase quenching deformation in high-temperature movement. The single-station air-cooled quench furnace is air-cooled in the heating chamber after heating and insulation is completed. The cooling rate of air cooling is not as fast as that of oil cooling, and is also lower than that of isothermal quenching and graded quenching of molten salt in traditional quenching method. Therefore, increasing the pressure and flow rate of the jet cooling chamber and using the inert gases helium and hydrogen with molar mass smaller than nitrogen and argon are the main trends in the development of vacuum quenching technology.
In the late 1970s, the cooling pressure of nitrogen injection was from (1 ~ 2)% 26Times. 10Pa increased to (5 ~ 6)% 26Times; At 10Pa, the cooling capacity is close to the oil cooling at atmospheric pressure. In the mid-1980s, ultra high pressure gas quenching was used (10 ~ 20)% 26TIMES. Ten pa of helium, with a cooling capacity equal to or slightly higher than oil quenching, has entered industrial use. In the early 1990s, 40% 26TIMES was adopted; Ten pa of hydrogen, close to the cooling capacity of water quenching, is still in its infancy. The industrialized countries have advanced to a high pressure. 10. Pa gas quenching is the main body, while the relationship between the vapor pressure (theoretical value) and temperature of some metals quenched by gas produced in China is still in the general pressurized gas quenching (2% 26TIMES; 10Pa) type stage.
Vacuum carburizing
After heating to the carburizing temperature in a vacuum and holding the heat to purify and activate the surface, thin carburizing enriched gas is injected to carry out infiltration under negative pressure of about 1330Pa(10T0rr), and then stop gas (reduced pressure) for diffusion. After carburizing, the precision steel pipe is quenched by A single quenching method, that is, the power is first cut off, and the workpiece is cooled to the critical point A, below, so that the internal phase transition occurs, and then the gas is stopped, the pump is opened, and the temperature rises to Ac1, ~ Accm. The quenching method may be air - cooled or oil - cooled. After austenitizing, the latter was moved into the anterior chamber, filled with nitrogen to atmospheric pressure and filled with oil. Vacuum carburizing temperature is generally higher than that of common gas carburizing, often using 920 ~ 1040℃ infiltration and diffusion can be divided into two stages as shown, also can be used pulse ventilation, stop gas, multi-stage type of infiltration and expansion phase, the effect is better. Because the temperature is high, especially the surface is clean, active, the formation rate of vacuum carburizing layer is faster than ordinary gas, liquid and solid carburizing, such as the requirement of carburizing layer is 1mm, in 927℃ only 5h, and 1033℃ only 1hour。